Riduci il tempo di configurazione da 15 min a 1 min utilizzando gli SpanClamp a un quarto di giro
Riduci il tempo di configurazione da 15 min a 1 min utilizzando gli SpanClamp a un quarto di giro

Riduci il tempo di installazione da 15 min a 1 min
Quarter-Turn sono usati per
Il nostro team di produzione di stampi produce custodie e coperture per i nostri prodotti con
macchine per stampaggio a iniezione.
I prodotti post stampaggio vengono estratti dal robot di estrazione e vengono trasportati
lontano dalla macchina per iniezione. Quindi tagliamo la bava di resina sul retro dell'iniezione
prodotti stampati da una pinza.
Abbiamo 15 macchine ad iniezione nel nostro stabilimento:
-
4 sono utilizzati come macchine dedicate
-
11 sono utilizzati come macchine per uso generale per la produzione di un'ampia varietà di
prodotti in piccole quantità.
Come per le macchine di uso generale, il cambio stampo è necessario a seconda di a
prodotto da formare. Per alcune macchine, cambiamo lo stampo più di 50
volte al mese. Inoltre, la posizione della bava è diversa prodotto per prodotto,
quindi ad ogni cambio stampo è necessario un cambio della pinza e della sua posizione.
In precedenza, abbiamo utilizzato le unità di pinza per uso generico per tutti i nostri prodotti, ma un ottimo
molto tempo è stato speso per allentare le viti, cambiare le pinze e regolare le posizioni.
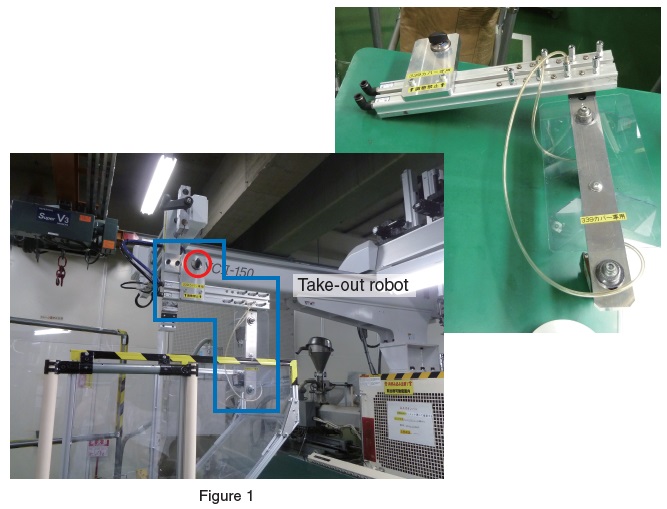
Ora stiamo usando unità pinza (evidenziate dal riquadro blu in fig.1) dedicate per ciascuna
prodotto e sostituiamo le unità ad ogni cambio stampo. QUARTO DI GIRO
I CLAMPS (evidenziati dal cerchio rosso in fig.1) degli SpanClamps servono per il posizionamento e
bloccando queste unità di pinza.
Riferimenti utilizzati
SpanClamp a un quarto di giro SCQT-P
Testa ad alette in plastica: SCQT0614-P
Recipiente: SCQTRBI12
Risultati
Quali sono i valori aggiunti di SpanClamps a quarto di giro?
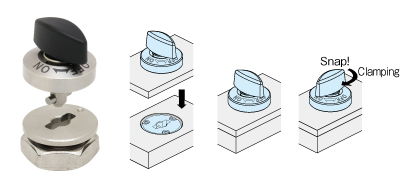
Ora le unità di bloccaggio possono essere sostituite con la semplice pressione di un pulsante. Il tempo di installazione è di solo 1 minuto, mentre è trascorso tra i 15 ei 30 minuti.
Un altro vantaggio è che l'unità può essere modificata facilmente da chiunque.
In precedenza, il morsetto doveva essere regolato per ogni prodotto in modo che solo la persona addestrata potesse apportare la modifica. Ora tutti possono farlo facilmente perché le unità possono essere bloccate semplicemente ruotando la manopola di 90 gradi in posizione ON e inserendo due tubi dell'aria nei giunti.
I robot di output recenti sono asserviti, quindi è necessaria solo la modifica del programma NC quando si cambia il prodotto da stampare. Oltre a questo, il quarto di giro ci ha permesso di abbreviare i tempi di installazione delle unità di ribaltamento. Con l'aiuto dei robot di estrazione servoassistiti e del quarto di giro, i tempi di fermo macchina per il cambio stampo sono stati notevolmente ridotti e abbiamo ottenuto un netto miglioramento della produttività.
La sfida
Qual è il punto più importante per migliorare il tuo sistema di produzione?
" Riduci i tempi di installazione "è la sfida di tutto.
Per quanto riguarda il processo di taglio della bava, lo avevamo fatto a mano molto tempo fa. A quel punto, abbiamo affidato il lavoro a un subappaltatore.
Per migliorare la produttività abbiamo cercato di automatizzare il taglio delle bave con l'ausilio delle pinze da taglio. Ma abbiamo passato molto tempo ad allentare le viti per cambiare o regolare la posizione del morsetto ad ogni cambio stampo, perché le unità sono state progettate come un'unità versatile per tutti i prodotti.
Nella produzione di massa, le macchine vengono utilizzate molto tempo dopo che lo stampo è stato posizionato, quindi non ci sono stati problemi. Tuttavia, poiché molti dei nostri prodotti sono fabbricati in piccole quantità, i tempi di fermo macchina aumentano con il tempo di installazione dello stampo.
Pertanto, abbiamo sviluppato unità di presa dedicate per ogni prodotto, in modo da poter scambiare un'intera unità quando si cambia lo stampo. Allo stesso tempo, abbiamo adottato gli SpanClamps a quarto di giro che serrano le unità più velocemente delle viti.
Come selezionare il quarto di giro SpanClamps?
Come hai trovato il quarto di giro per stringere le tue unità di bloccaggio?
Quando siamo stati consultati da Anemo Engineering, una società di soluzioni per il settore in rapida evoluzione, ci hanno presentato la gamma SpanClamps.
Abbiamo trovato la gamma di prodotti "un quarto di giro" nel catalogo. C'erano diversi tipi di soluzioni rapide.
Tra questi abbiamo selezionato quello più adatto alla nostra destinazione d'uso.
Criteri
Utilizzo di un quarto di giro SpanClamp